{kind=link}
{kind=link}
{kind=link}
{kind=link}


Figure 1. Overview of the BioEnergy Atlas generalisable feasibility model
The flowchart on the left visually summarises the flow of information through a series of connected model threads collectively called the BioEnergy Atlas generalisable feasibility model. The schematic on the right provides a conceptual overview of how the model works. In this schematic example, various inputs (scenario parameters, such as feedstock data and conversion technology data) along with transportation data (road networks and other transportation parameters) are parsed to a facility allocation location component (the biomass conversion facility allocation thread) to determine the optimal location of a biomass process facility. This is done by first finding the feedstock location with the most biomass volume, then depleting its volume, followed by its nearest neighbours volume, until a facility capacity has been met. Once a facility has enough feedstock, its location is calculated using a weighted geographic coordinate, where the weights are feedstock volume. The outputs from this thread provide the start and endpoints that can be used for each biomass processing facility to calculate the transportation routes and costs (the biomass acquisition thread) using a custom coded version of the python open source NetworkX package (Aric et al., 2008). The outputs from this thread are saved as both shapefiles and tabular CSV files used by the biomass conversion cost thread and the comparisons thread to provide additional results, comparisons, and analysis.
Figure 2. The virtual roads thread.
The virtual roads algorithm used a merged SRTM v3 digital elevation model (DEM) covering South Africa at a 1-arcsecond (~30m) resolution (2 711 921 602 pixels) for the generation of a cost surface. Here, the slope is calculated from the DEM using the ‘gdaldem’ processing algorithm (https://gdal.org/programs/gdaldem.html). The slope or DEM can be used as a cost surface (but an additional step is required to normalise each path using the DEM). Various obstacles were removed from the cost surface before calculating the minimum cost path. Next, the SANBI and STATS SA 100m Basic Spatial Unit or BSU raster [’+proj=aea +lat_1=-22 +lat_2=-38 +lat_0=-30 +lon_0=25 +x_0=1400000 +y_0=1300000 +datum=WGS84 +units=m +no_defs] was used to derive both the origin and destination points (in equally spaced meter units) using various nested aggregations of this grid. In the case of the origin points, a 1km aggregate of the BSU grid was generated, and the centroid of each grid cell was used for the start point locations. For the destination points, South Africa’s National Geo-spatial Information (NGI) 2019 road layer (http://www.ngi.gov.za) was rasterised into a 100m resolution aggregate of the BSU grid, and the centroids of all valid pixels were extracted as a destination point layer. These point layers were then reprojected to the same projection as the cost surface for various operations. A variable window approach was used to allow reasonable computational chunks and minimise edge effects that would otherwise exist when using standard SRTM tiles as an input. The window size was determined by selecting start points and associated ‘closest’ destination points, determined using a simple nested Euclidean distance function. The extent from the subset of start and destination points was used to determine the window size (along with a small buffer). The algorithm iterates through each ‘window’ by selecting a start point in each subset and finding its closest set of N neighbours. For each of these n start points, it finds the closest set of N destination points (road points). The combined start and destination points are used to create an extent (the window) and crop the cost surface (with a small buffer) and road network into a workable size. The minimum cost path is calculated in each iteration for each origin point. Once a full set of paths in a window has been calculated, the origin points that were used are converted to polygons (i.e., given a small buffer), and a difference operation is performed to remove these values from the original start point layer. The next iteration is performed on a new subset of origin points until all the points have been depleted. The output (virtual roads) is fed into the biomass conversion facility allocation location thread.
Figure 3. The biomass conversion facility location-allocation thread.
This algorithm is used to cluster feedstock locations according to the location and volume to generate an optimal location of a biomass processing technology facility. Using the max volume from a volume field (in total tonnes) from a centroid input layer representing feedstock locations, it begins filling a facility capacity; if the volume from the max volume centroid location is used up before the capacity of a facility is met, it will fetch more volume from the next closest neighbour (in coordinate space) until the capacity of a facility is met. Using all the input points (whose volume was used to fill a facility), the facility location is determined as a weighted average in coordinate space. This process is repeated until all volumes are depleted from the input centroid layer. Once all the feedstock input layer volume has been depleted, the function ends. It parses various inputs to the biomass acquisition thread during the loop operation to perform the transportation routing.
Figure 4. The biomass acquisition thread.
This thread forms part of a subprocess of the biomass conversion facility location-allocation thread. It determines if the new facility location and its feedstock locations need to snap to the closest road or closest virtual road start point, in which case it maps the distance from a virtual road to the nearest road. During the operation, it crops various inputs to the extent of the points created in the biomass conversion facility location-allocation thread (these include roads, virtual road start and endpoints, and proximity raster’s for the virtual roads and main roads). It then adds the temporary start and endpoints from the biomass conversion facility location-allocation thread as new vertices in the clipped road layer to create a graph and perform the transport routing. Transport modelling is done using Dijkstra’s algorithm (Dijkstra, E. W., 1959) in a custom coded version of the python NetworkX package (Aric et el., 2008). It appends information to a technology output CSV and writes out various shapefiles during the run of a complete set of scenarios with different technology capacity inputs from the biomass conversion facility location-allocation thread. These outputs are used in the biomass conversion cost thread.
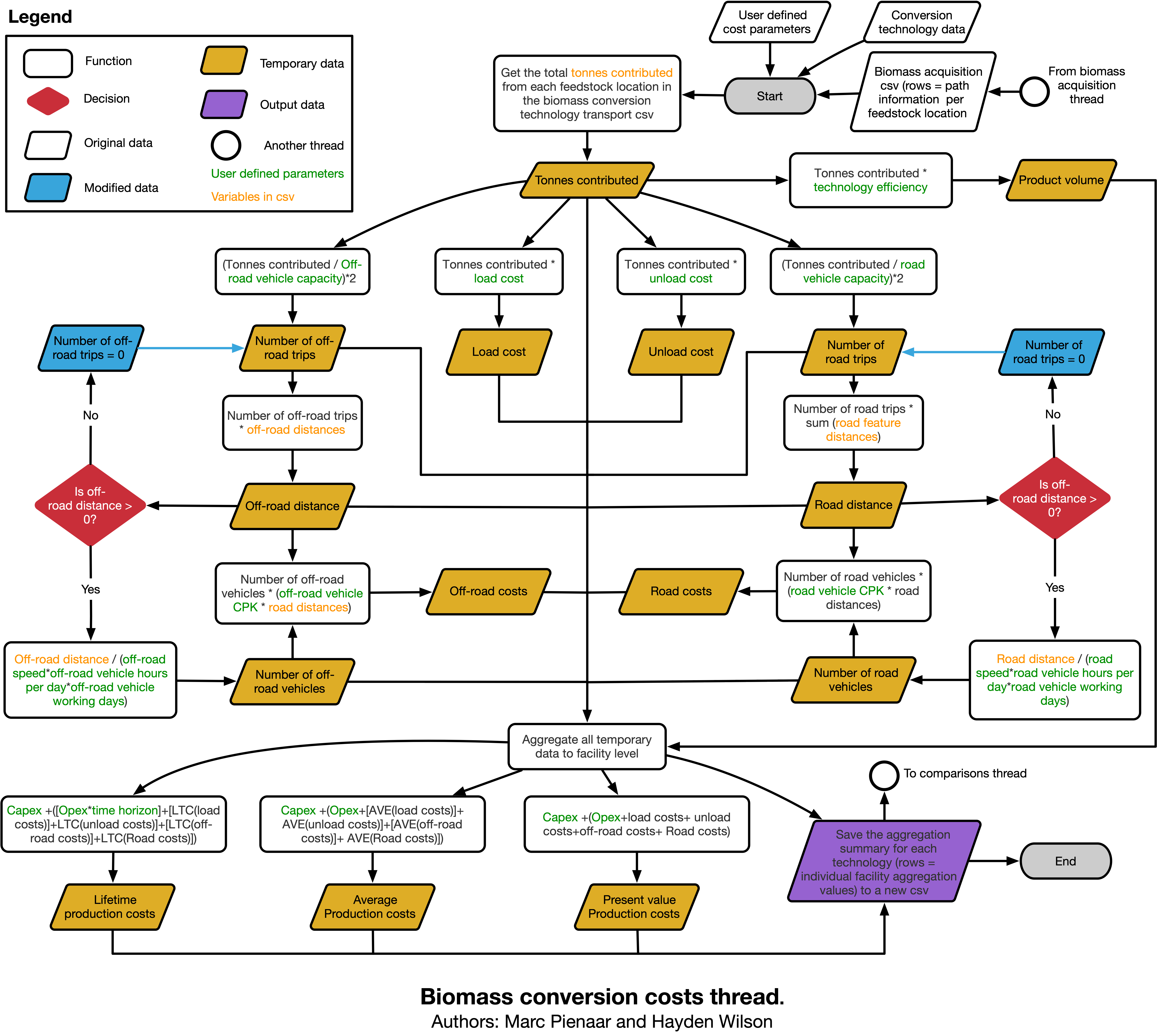
Figure 5. The biomass conversion costs thread –
Calculation of the final unit cost of production requires that for each modelled potential facility location, the distances to collect biomass for each facility and the volume of biomass transported along each of the biomass supply routes for each facility are used in conjunction with user-defined input parameters.
User-defined input parameters include, but are not limited to:
- Harvest cost (R/t, R/ha, or R/hr).
- Harvest rates (t/hr or ha/hr).
- loading rates (t/hr).
- loading costs (R/t or R/hr).
- Off-road vehicle capacity (tonnes or m3).
- Average off-road vehicle speed (km/hr).
- Off-road vehicle cost per km (CPK).
- Road vehicle capacity (tonnes or m3).
- Average road vehicle speed (km/hr).
- Road vehicle cost per kilometer (CPK).
- Offloading rates (t/hr).
- Offloading costs (R/t or R/hr).
- Interest rates on loans (%).
- Inflation estimates.
- Period of operation (yrs) – the lifetime costs (LTC) in the schematic above.
- Number of working days per year (days).
- Number of working hours in a day (hrs).
- Other unforeseen expenses such as salaries, etc.
Calculation of the unit cost for the bioenergy end product is dependent on which conversion technology is being used to create the bioenergy end product. The BioEnergy Atlas has a conversion technology database that provides parameters used in the modelling process to describe the end unit cost of production; however, for use cases that deviate from the database, user-defined inputs can be specified. These include:
- Production facility capital expenditure based on the facility size.
- Annual operation expenditure based on the yearly biomass throughput.
- Conversion efficiency (%).
- External energy inputs (electrical or thermal, MJ/t).
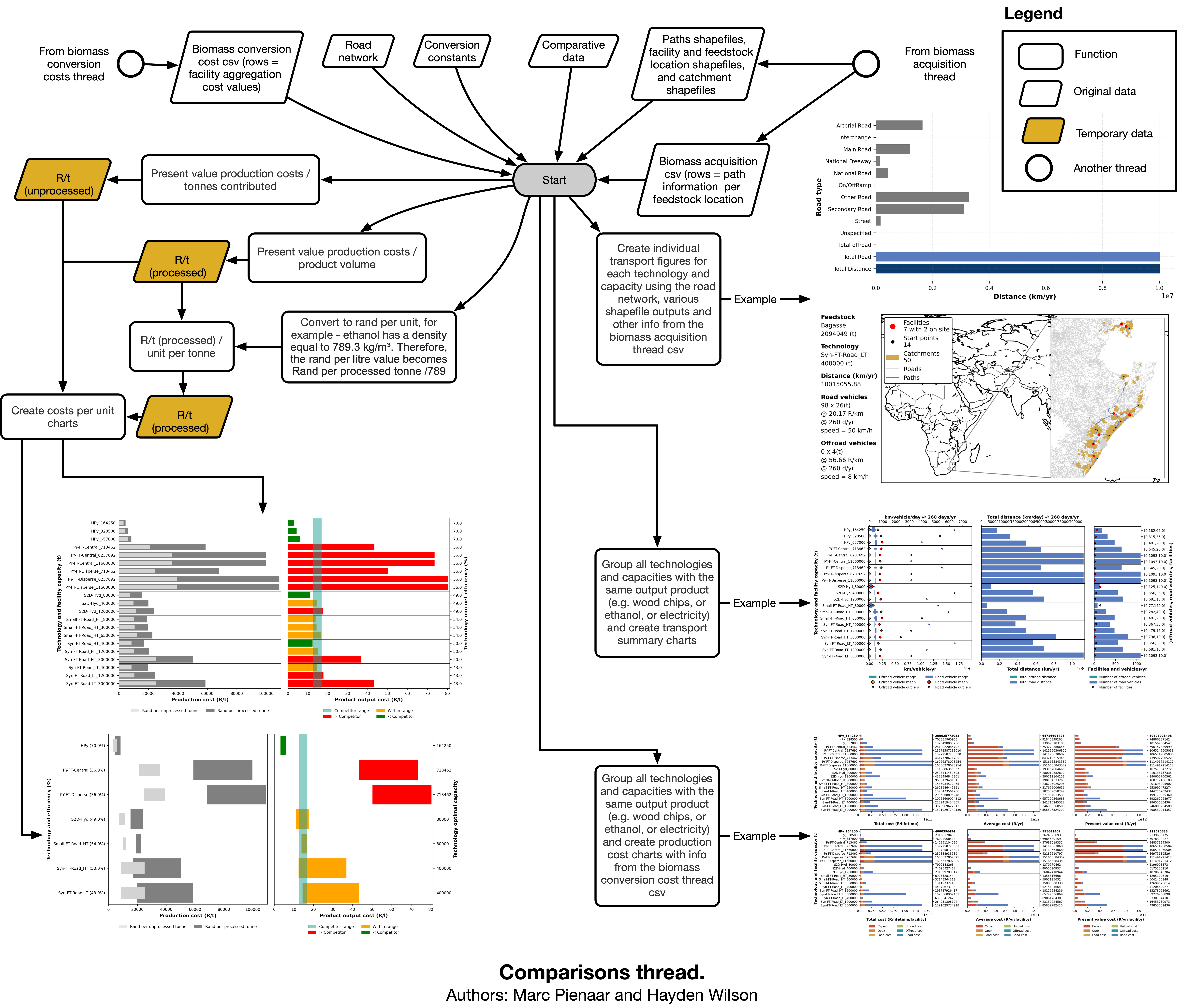
Figure 6. The Comparisons thread.
The feasibility of the different bioenergy technology options is primarily determined by the price competitiveness of the bioenergy conversion option with existing alternatives. Analyses of the unit cost of production, when compared to current competing energy products, allows for the determination of the price margin for bioenergy production at each of the candidate facility locations.
The outputs from all the threads are used to create chart summaries and CSV outputs to analyse each process technology. These are described in detail in each of the case studies.
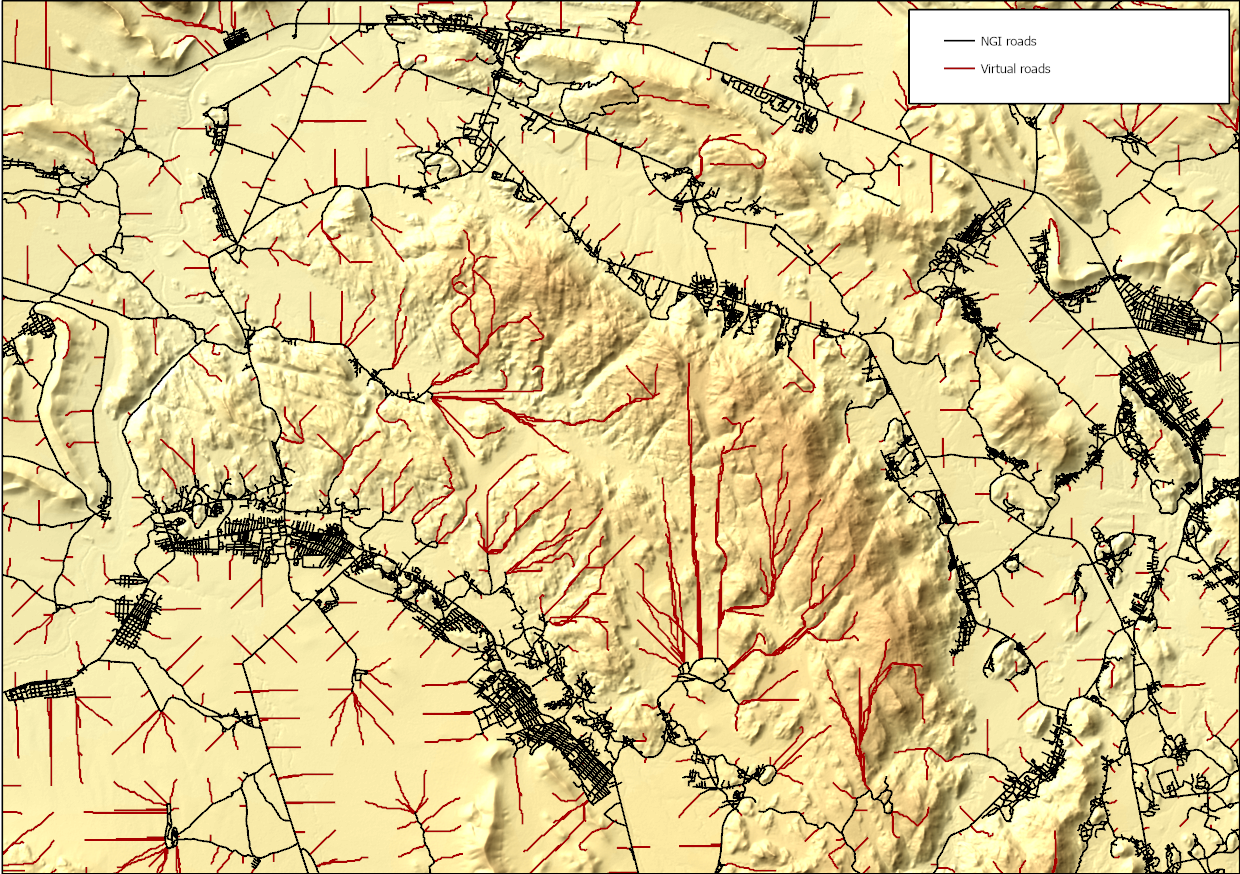
Modelling off-road transportation routes (virtual roads) and costs
Certain bioenergy feedstocks are not located in areas with easy road access. It was thus necessary to develop a way of determining off-road transportation costs. The virtual roads algorithm (see GitHub link) was developed to address this problem and is fed into the generalisable feasibility model to derived additional transportation costs. The virtual road network avoids obstacles such as river crossings and areas with steep slopes (>15 degrees).
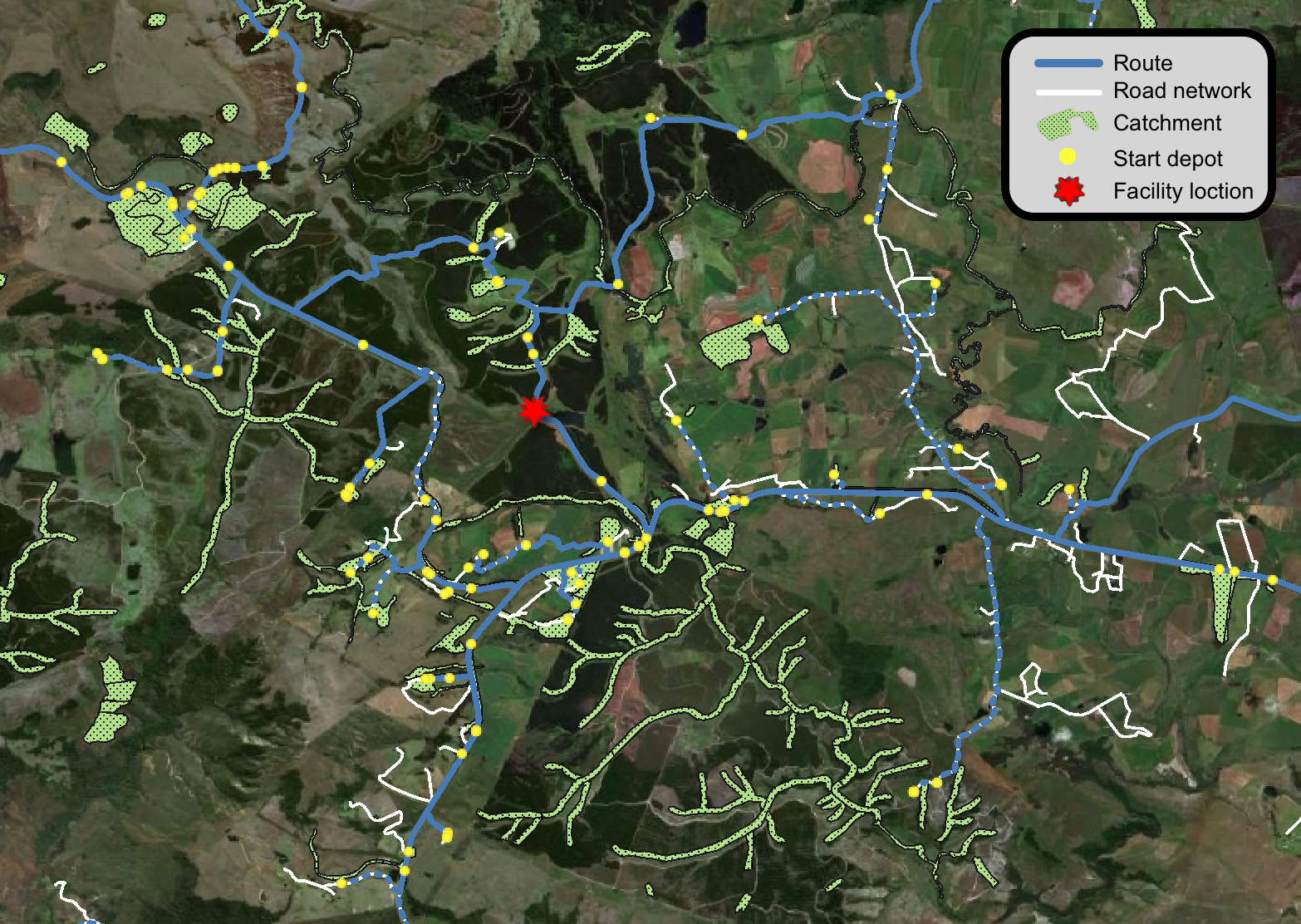
Modelling the optimal locations of bioenergy conversion facilities
The BioEnergy Atlas generalisable feasibility model determines the optimal location for a potential biomass conversion facility by clustering its feedstock requirements from a feedstock catchment area. After a cluster has been calculated, the facility is placed within the cluster, and all routes and costs from feedstock locations are calculated. Finally, the facility is positioned at a site where the transport distance via a road network is minimised.